RL Blogs

By Steve Pagani
Mar 16, 2019Heat exchanger monitoring is critical to reducing operating costs and maximizing refinery yields. |
| Heat Exchange, just like Distillation, is the bread and butter of refinery process engineering. Heat exchanger monitoring should be one of the top Process Monitoring properties of everyone at the refinery.
Why is heat exchanger monitoring so important? Heat exchange is the refinery’s recycling program, so for those yuppie hipster engineers out there this should get you all excited! (just kidding around)
When crude oil is shipped into the refinery it’s normally around 60F, but then it must be heated up to several hundred degrees. This initial heat input isn’t free - it cost money in the form of natural gas fired furnaces. Over the course of a year that is worth tens to hundreds of million dollars.
Heat exchanger monitoring allows us to measure the efficiency of heat transfer over time. One trick I wish someone would have told me earlier in my career was that heat exchanger monitoring is more about precision that accuracy.
In school we get all jazzed up calculating exact heat transfer coefficients. But in reality in a refinery, it’s not quite that simple. Most of the refinery process streams aren’t simple single component streams, so their physical properties already start off as assumptions. At best case refinery heat exchanger monitoring is an estimation to start, so don’t sweat the small stuff focus on the big stuff- temperature and flow rates.
Heat exchanger monitoring’s primary purpose is to understand heat transfer as a function of time, so precision is more important than accuracy. Another way of thinking about it is that heat exchanger monitoring is measuring the heat transfer efficiency over time. The heat exchanger efficiency changes over time usually as a function of fouling.
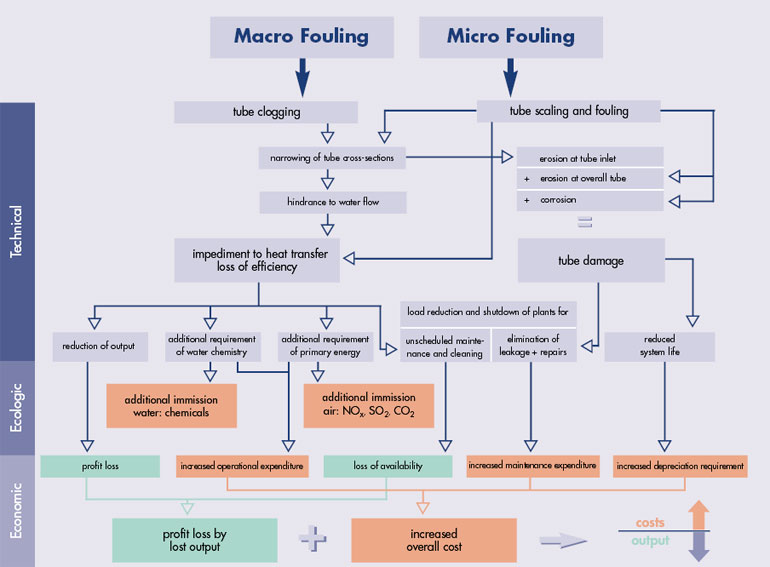
Heat exchanger fouling is important to understand because it reduces the heat transfer efficiency causing increased costs to the refinery in the form of extra fuel-energy, pumping-energy (due to reduced hydraulic efficiency), and downtime costs.
Heat exchanger monitoring can help process engineers understand the heat exchanger fouling. Macro or micro materials laying down on heat exchanger components cause fouling. Macro fouling can be imagined as obstructions such as pieces of cooling water towers or organic debris getting into cooling water systems.
Micro fouling, distinctions are made between:
Heat exchanger monitoring is understanding the heat transfer coefficient over time. Critical to these equations is understanding as many heat transfer parameters as possible.
Ideal information for precise heat exchanger monitoring:
In the past engineers were limited to the temperature readings operators made once a shift during their daily rounds. Over time the refining industry added electronic temperature indicators allowing continuous tracking of temperatures through IT systems. However, during this initial phase the cost of data was expensive, and to the disbelief of process engineers everywhere not all the data was measured in the IT systems.
Now the cost of data is miniscule compared to the benefits of energy refinery efficiency. With the introduction of hand held systems, wireless monitors, and infrared tools, process engineers can close all the holes preventing precise routing heat exchanger monitoring.
Heat exchanger monitoring tips:
Heat exchanger monitoring doesn’t have to be rocket science. Just use as much technology as possible to track as much heat transfer data as possible. Simple calculations can allow you to improve heat exchanger monitoring and save your refinery millions of dollars a year. |
|
|