RL Blogs

By Process Pro Eric
Apr 23, 2018Managing high pressure drops in fixed bed hydroprocessing reactors. |
|
If you ever find yourself having to mitigate a plugged reactor scenario with the unit online, this oil refinery blog is here to provide tips on helping you out. Hydroprocessing units are critical today, and having a fouled reactor can significantly reduce refinery production.
While there are numerous reasons why a reactor may have higher than normal pressure drop, this article provides you with a guide on how to manage your unit operations to buy extra runlength time. You can likely increase runlength anywhere between several weeks to many months using the reactor pressure drop mitigation steps below, in which this extra time can help your refinery Save Millions of Dollars!
Here are 5 Proven Techniques that can alleviate reactor pressure drop issues and do not require a full unit shutdown:
Chemical Injections: Use of chemical injection is typically the first step that many refiners take when managing reactor pressure drop issues since it normally can be performed on the run without affecting unit production. There are two primary drivers for using a chemical injection:
Depending on the root cause of the reactor fouling, you can use a dispersant or coagulant to manage existing organic or inorganic fouling – chemical injections can also be used to minimize impacts of oxygen ingression. Many process service companies (such as Baker Hughes and Nalco) provide a suite of chemical agents tailored for your needs. Just be cautious that many times an injection quill may be needed near your reactor inlet in order for chemical injection to properly work.
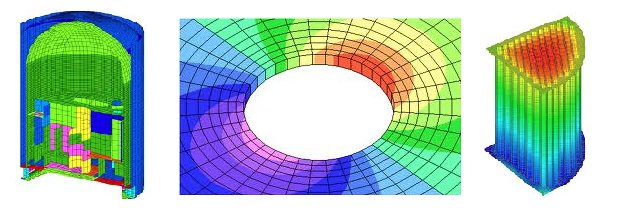
Finite Element Analysis (FEA): This is a technique not often used, but has substantial potential to increase the safe operating parameters of your equipment. All reactors have a max allowable operating pressure and temperature, and internals have max allowable pressure drop tolerances. Depending on whether you have a single or multi-bed reactor system, you will have a limiting failure point when it comes to max rated pressure drop.
Irrespective of your limiting failure point location, a FEA can provide you with more accurate analysis of your safe operating bounds that your refinery metallurgical or mechanical specialist cannot generally provide. I have seen on numerous incidents where a FEA has safely increased max allowable reactor pressure drop by 50 – 100 psig! In addition to increased pressure drop allowance, a FEA can also increase the max allowable equipment operating temperature, which will be useful in the steps below.
Reduce Hydrogen Gas Flow Rates: Contrary to normal guidelines of hydrotreater operations, reducing hydrogen treat gas flow to your reactor can buy substantial runlength time when hydraulically limited by pressure drop. Whether unit H2 is once-through or supplemented by a recycle compressor, molar flow of H2 is a material component of total flow through a hydrotreater reactor. Since the primary limitation on unit runlength will be pressure drop instead of catalyst activity, you have the ability to reduce H2:Hydrocarbon ratio to buy back a chunk of hydraulic capacity. Coupled with the FEA advice above, you can potentially have the ability to increase operating temperatures to still meet product specs at lower H2 flow rates (just be sure to not operate severity beyond reactor runaway conditions).
Reduce Unit Operating Pressure: Similar to reducing H2 flow rates, reducing unit operating pressure can effectively increase your unit hydraulic capacity. Since pressure drop is your main constraint, one isn’t often worried about reducing hydrogen partial pressure when lowering unit pressure, and many times refiners have the ability to use increased severity to meet hydrotreating specifications. In the case of reduced unit pressures, the main limitation on how much pressure can be lowered will be recycle compressor operating bounds and downstream unit hydraulics (i.e. getting separator offgas into downstream fuel gas system).
Performing Hot Hydrogen Strip:
While the other suggestions above do not require reduction of oil feed rates, I will still provide the suggestion of conducting a hot hydrogen strip since this does not require a full unit shutdown and can still save you operating time. A hot H2 strip requires pulling feed and circulating hydrogen through the reactors at a elevated temperature (typically 20 – 40F hotter than normal operating conditions) in an effort to remove some of the organic fouling that has developed on your catalyst bed.
As a caution to all of the advice listed above, please be sure to ALWAYS operate your equipment in a Safe and Reliable manner. The suggestions provided above are not meant to push operations beyond the Safe envelope. |
|
|