RL Blogs
By Process Pro Eric
Apr 29, 2019How to extract maximum value from propane production. |
||||||||||||||||||||||||||
| Propane is a very versatile product produced from oil refineries. However, propane often gets ignored because product specifications are not difficult to meet. When things get ignored, they often create low hanging opportunities for refineries to improve.
While propane production requires some mild treating (amine & caustic) to remove impurities, most of the handles to control propane product quality reside in distillation management. As one can see in the list of specifications below, most specs are related to hydrocarbon purity.
HD-5 is the most common grade, and it requires a minimum purity of 90% propane and a maximum content of 5% propylene. HD-10 is similar to HD-5, but allows up to 10% propylene.
To understand how to optimize propane quality, one must understand the alternate disposition of the molecules that can go into propane. Determining the alternate routings of ethane, propane, and butanes in your refinery operations helps define whether there is value in optimizing propane quality or not.
Ask yourself these questions:
In an average refinery, propane molecules are derived from two types of streams – Unsaturated (unsats) and Saturated (sats). Unsaturated propanes form in hydrogen-deficient cracking processes, primarily FCCs and Cokers. Saturated propanes form in hydrogen-rich processes, such as Reforming, Hydrocracking, and Alkylation.
Depending on refinery configuration and market economics, the disposition of unsaturated propane streams will vary. Unsats propane can be routed to an Alky unit, to commercial propane sales, or purified further into petrochemical propylene feedstocks. Since these economics can be quite complicated, I will discuss unsat propane optimization in a subsequent article.
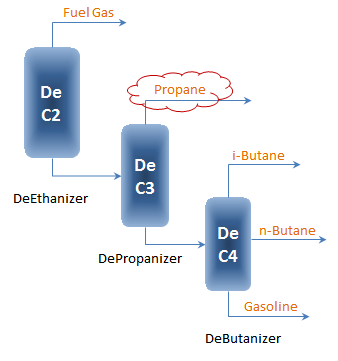
The main focus of today’s article will be around Sats propane optimization. In a typical Sat Gas Plant (SGP), there are 3 distillation columns that can be used to separate the various stream components.
With heavier molecules typically receiving higher value as refined product sales, the primary objective often-times is to maximize how much light ends you can shift from one stream to another. In the case of propane production, this materializes in how many fuel gas molecules can be squeezed into propane, and how many propane molecules can be squeezed into butane.
As long as the 90% min C3 purity spec is satisfied, one strategy can be to slip as much Ethane into the bottom of the DeEthanizer as possible. With such low value of natural gas these days, the quickest upgrade of molecules can be achieved by converting refinery fuel gas into propane sales.
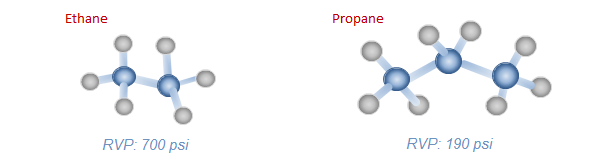
The best spec to monitor in this mode is the propane product RVP. Ethane has a RVP of roughly 700 psi while propane has a RVP of 190 psi.
With propane product RVP spec at 208 psi, refineries with propane product RVP much below 180 psi have an opportunity to recovery more ethane out of there refinery fuel gas system.
If distillation capabilities exist, and downstream product quality can be managed, maximizing butane recovery in Deprop should be a key focus area.
So let’s run some numbers to put all of this optimization talk into perspective. Let’s take a refinery with 10,000 bbls per day propane production. In today’s market fuel gas is valued at $4 per MMBTU and propane fetches $0.95 per gallon.
For a propane product stream that has a RVP of 180 psi vs a refinery release spec of 200 psi, there’s roughly 350 barrels of ethane giveaway. This equates to $3.5 Million per year of RVP giveaway. Alternatively, the other handle for increasing propane RVP is to increase butane recovery. The equivalent change of propane RVP from 180 to 200 psi through butane recovery yields a butane production increase of 1400 barrels per day. At $1.5 per gallon, increased butane recovery has a benefit of $12 Million per year! Whether a refinery has the capability of increasing butane recovery out of propane, or increasing LPG recovery from fuel gas, both opportunities can significantly improve bottom line earnings. While propane specifications are rather simplistic, it still pays good value to not neglect this product stream.
There are various handles for optimizing propane production, but it takes a deeper understanding of refinery configuration and constraints to enable this. | ||||||||||||||||||||||||||
|
|