RL Blogs
By Steve Pagani
Sep 19, 2017Understanding slop creation and management can improve refinery profitability. |
| Now that we have covered the various pathways of slop creation in Part 1 of this blog, let’s discuss how to properly manage it. If you cannot affect how much slop is created, the next best thing is to focus on how to manage it.
All efforts shall be placed on minimizing the reprocessing or sales downgrade costs of slop.
Slop Management
To optimize slop management, one must understand the characteristics of the slop. How the slop was created will provide direction on how to manage it.
Additionally, one should understand the refinery constraints. Key questions to answer before finding a home for the slop should include:
Ideally, slop should be routed as far downstream in the refinery process as possible to minimize the cost of slop re-processing. Depending on how far off-test a slop stream is will determine how to re-process it.
For example, a diesel stream that is off-spec on total sulfur or flash should be routed to the diesel hydrotreater feed tank to correct the issue. If the diesel stream is off-spec on 90% Distillation, then this stream may require routing back to crude tankage.
Often, it is easiest to route all slop back to crude tankage since this is the front end of the refinery process. However, this often is the least economic option as this requires extra reprocessing cost. Even worse, this backs out precious hydraulic capacity that can be used to process fresh crude.
In today’s biofuel world, refiners should also be cautious of what slop is routed to crude as biofuel contaminates may end up in product streams with stringent tolerance, such as jet fuel. Where terminals historically had the luxury of sending finished product slop back to the refinery, future times may require different handling of terminal slops.
Other means of managing slop for various streams are as follows:
Slop Re-Processing
Slop is such an ugly word because it has a very high cost. Refineries either lose money because the slop production is unrecoverable, or it costs a significant amount of money to recover the value.
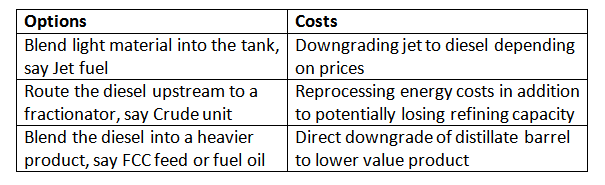
Let’s take a barrel of diesel for example that is off-test on T90 distillation. This product is unsaleable as diesel fuel because it does not meet local regulations; however, this product is only slightly off-test as every other quality meets specification. There are 3 options to manage this stream at this point:
As you can see in the alternatives above, each option has a cost to the refinery. This cost may range from $1/bbl to $20/bbl depending on refinery configuration and market conditions.
Slop Rejection
While the costs in the slop re-processing scenarios can be quite high, refiners often recover the most value from slop generation when managing the recovery in-house. When refiners have to find non-recovery solutions to managing slop is typically when costs are the greatest.
One example of slop non-recovery is burning off-test LPG. When refiners take a liquid product and burn it as fuel gas equivalent, there is often significant value degradation that occurs. The heat-content of an LPG gas is significantly lower than the value of the liquid product on a barrel for barrel basis. Over the past few years this downgrade has ranged from $15/bbl up to $60/bbl.
Another example of value erosion occurs when slop is sold to a 3rd party. Depending on how the 3rd party manages the slop, a refiner can sell the slop for a low value or even worse, pay the 3rd party to off-take the slop as waste. In this scenario slop creation can cost a refinery up to $100/bbl or more.
Now that we have covered the basics of refinery slop, you all have a clearer understanding of why Slop is an ugly 4 letter word. I have never come across a slop barrel that I liked, and every time I hear that word used in a refinery I cringe. |
|
|