RL Blogs

By Process Pro Eric
Apr 11, 2016Tips on how Amine Unit optimization can improve refinery profitability. |
|
What processing unit often houses the new process engineers right out of school? You guessed it… Amine Units. If I operated my own refinery I would not change this hiring philosophy, but this also means that we can likely find many ripe areas for improvement in any refinery Amine Unit optimization.
Treatment units do not produce saleable products that have significant value, but this does not mean that optimization of these processes cannot yield large benefits. From quick tweaks that can bring easy energy savings to constraint busting that can enable millions of dollars profit improvement, Amine Units are worth some investment of time. This holds true whether your refinery operates at a sulfur handling constraint or not.
Many refiners carry past sins of having inadequate amine process monitoring or operating guidelines. This has created corrosive conditions that have undoubtedly caused a great deal of headache. Because of these past troubles, many refiners today are rather conservative and bother not to optimize amine systems.
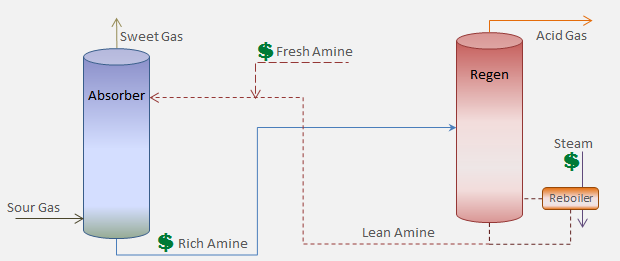
Let’s start from the basics - the primary goal of amine units is to recover sulfur in the form of H2S from process streams.
The following link provides general guidance for operating parameters for different amine systems. Many engineers and operators can spout the guidelines, but putting them into efficient and practical use is often lacking. Let’s explore how to achieve this. Amine Strength:
We’ll start first with amine strength, and use DEA as an example. Many refiners target a maximum strength of 30% for DEA solutions. The reality is that many operate with an average of 25%, and often let strength drop substantially before adding fresh amine.
Would you like to know what that 5% extra strength is worth? On a 40 kbd amine system, it can save $0.25 - $0.5 Million per year in energy costs. Remember, a lot of the energy used in an amine regenerator is sensible heat. Why circulate more water in your amine system than necessary just to heat and cool it down?
Sub-optimal amine strength often results from a lack of routine lab measurements. If your refinery lab does not run amine strength at least several times a week, then you should consider beefing up this sample routine.
Circulation Rate:
Similar to the concept of maximizing amine strength, optimal circulation rates minimize steam consumption in amine regenerators. This requires 2 strategies:
1. Determine an acceptable rich loading maximum for your amine system 2. Determine how to maintain this maximum rich loading at all times
Rich loading targets depend on many variables such as amine type, amine strength, solution temperature, and level of CO2. Setting appropriate rich loading targets require a good amount of consideration, but at the end of the day, nothing replaces quality corrosion monitoring to ensure proper target establishment.
After defining acceptable corrosion rate parameters, refiners should continuously monitor and maximize the amine rich loading. This concept appears simple in theory but proves difficult for many to achieve. Many refiners have 0.1 mol/mol or even up to 0.2 mol/mol improvement opportunity from my past observations.
Some refiners draw samples of rich amine downstream of each absorber, but many also successfully rely on heat balance calcs to estimate rich loading. In an ideal system, heat balance calcs estimate vessel rich loading, while process controls adjust amine circulation rates to maintain maximum rich loading. Correctly implementing a circulation rate strategy can easily carry an additional $0.25 to $0.5 Million per year benefit.
Stripping Ratio: Regenerating amine is a rather straightforward task – put only enough steam into the tower to reach a lean loading target. Not a pound more, not a pound less.
Beyond minimum stripping requirements, incremental heat into the tower only vaporizes more water that requires future condensing in the overhead system. This not only wastes energy, but can potentially reduce operating capacity for units that have cooling and hydraulic limitations in their acid gas systems.
Amine regeneration best practices include steam-to-feed controllers that adjust steam load with varying circulation rates. Since amine strength and rich loadings should already be closely monitored, engineers can optimize stripping ratios by reducing targets slowly until one of the process streams requiring amine treatment reaches H2S limits in the sweet stream.
A 0.1 lb/gal improvement in stripping efficiency can yield $0.5 Million per year benefits in an average refinery amine system.
Amine Temperature:
Proper amine cooling enables optimal rich loading as amine absorbers work on temperature and concentration gradients. Generally speaking, cooler lean amine temperatures maximize the mass transfer of H2S from process gas to the amine solution. Liquid contactors work similarly, but require a minimum temperature differential to minimize solubility of hydrocarbons into the amine solution.
Amine Type:
The type of amine utilized in the solution has a significant impact on all of the variables discussed above. As amine products have evolved over time, solutions have been developed to be less corrosive, maintain higher strengths, allow higher rich loadings, and require lower heats of regeneration. Common system upgrades convert MEA to DEA, and then possibly DEA to MDEA or some mixed amine system.
Depending on your need of process gas treatment (i.e. CO2 removal), selection of an amine solution should factor in all of these operating parameters. If simple amine process optimization with the existing solution can yield significant energy efficiency improvements – imagine the additional benefits that can be captured with optimized amine types. Amine system change-outs do not come without its challenges; however, so ensure that risks are understood.
Up until now I’ve focused on the quick-win aspects of optimizing amine units. These methods are proven, and I have found these opportunities in more than half of the refineries that I’ve worked in. While a couple million dollars energy efficiency improvement surely goes a long way, the big value driver behind the tips above comes when refiners perceive their amine systems to be at limits.
Squeezing more out of your existing system can prevent unnecessary major capital expenditures, as well as improve raw material flexibility. The significant benefits captured by increased sulfur handling capacity surely dwarfs the small benefits achieved through energy efficiency strides. The big money behind amine unit optimization comes from raw material flexibility, and this alone should motivate refiners to focus harder on their amine systems. |
|
.png)